2022年11月28日 星期一
2022年11月9日 星期三
壓接管墊片材質EPDM VITON
https://beiming.com.tw/2021/11/29/%E4%B8%8D%E9%8F%BD%E9%8B%BC%E5%A3%93%E8%91%97%E6%8E%A5%E9%A0%AD%E4%BB%8B%E7%B4%B9/
https://www.gmors.com.tw/material/fkm-viton/detail
https://kknews.cc/zh-tw/news/jkymp5p.html
壓接不鏽鋼接頭介紹

本篇文章說明的不鏽鋼壓接接頭,在業界也會稱作『壓接另件』、『壓著另件』、『壓著接頭』、『壓接接頭』、『不銹鋼接頭』、『不銹鋼壓接』、『壓接頭』、『單壓接』、『雙壓接』或直接稱『壓接』等各種不同方式來稱呼。以下文章統稱『壓接不鏽鋼接頭』。
對於壓接不鏽鋼接頭,本篇文章會包含以下介紹:
- 傳統與現代壓接配管工法的比較。
- 壓接不鏽鋼接頭的起源。
- 壓接不鏽鋼接頭的構造。
- 壓接不鏽鋼接頭的種類。
- 壓接不鏽鋼接頭的材質、尺寸與壓接前後比較表。
- 壓接不鏽鋼接頭所需符合的中華民國CNS規範與試驗。
- 壓接不鏽鋼接頭的O型安全環說明、種類與試驗。
早期由於鍍鋅鋼管因水銹、白濁、生鏽等問題,造成給水流量降低,連帶引發漏水、修理保固、耐用年限減少等問題,加上水電施工人員的薪資費用高漲,車牙施工過程複雜時間過長。所以近年來,不鏽鋼壓接配管成為市場上的主流材料與施工方法。
另外,不鏽鋼配管已經成為市場上的主流材料,配合壓接的快速施工方法,成為目前大部分建商新建案的最佳選擇。
現在越來越多的建商採用不鏽鋼管加上壓接接頭(或稱壓接另件、壓接零件)施工,並且摒棄傳統的車牙與焊接工法,以下是車壓與壓接比較如下:
- 車牙與焊接施工過程繁瑣,需要較高的施工技術。資深師父不好找。
- 車牙因為接頭與不鏽鋼管接合處過於緊密無彈性,容易因為地震造成拉扯後斷裂。
- 焊接施工產生的空氣污染與奈米粉塵,為水電師父的健康殺手。加上焊接過程產生的火花四濺,容易產生工安意外。
- 壓接工法簡單,年輕師傅可以快速上手。並且可縮短70%的施工時間。並可保持現場之整潔。
- 不鏽鋼質量輕降低上配負載,可以半永久(在無外力破壞之下,接近永久)使用。
- 配合政府政策與法令規定,提高飲水衛生,提高生活水平。
所以在『成本降低』、『時間節省』與『工地安全』的通盤考慮之下,近年來大部分的建商在新的建案,都轉向使用不鏽鋼壓著工法,除非是堅持傳統工法的建商業主,才會繼續使用車牙或者是焊接工法。
壓接施工需要使用壓接接頭,那什麼是壓接接頭?本篇文章為大家做詳細的解說:
一、壓接不鏽鋼接頭的起源
壓接不鏽鋼接頭起源於西德鋼鐵公司MRW取得瑞典商AGA公司的壓接系統專利,依照歐規DIN-2394標準生產製造冷暖氣配管用接頭,1966年開始銷售,當時超過歐洲14個國家使用,創下月銷售40萬個佳績,該產品銷售至今。之後,MRW公司又於1970年開發不鏽鋼配管用壓接接頭,德國瓦斯與水道協會(DVGW)提出給水用不鏽鋼鋼管與接頭規格,於1972年立案。
二、壓接不鏽鋼接頭的構造
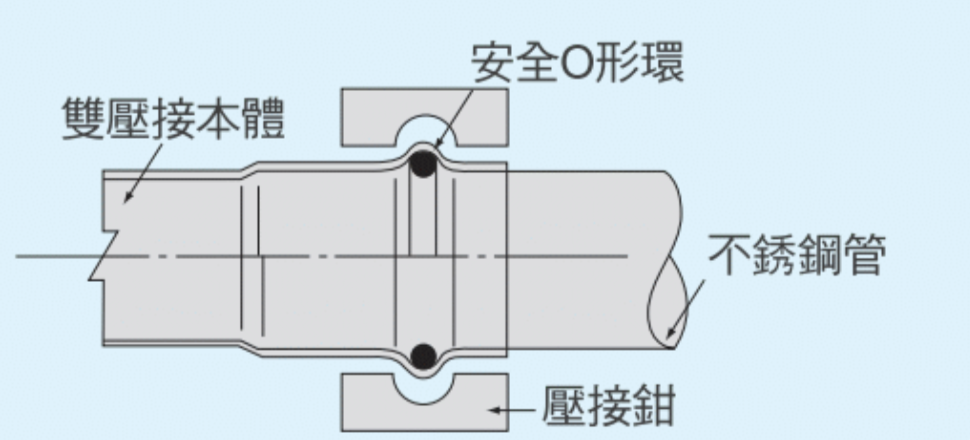
壓接接頭的設計是在壓接接頭的接頭端裝上『O型環墊圈』,不鏽鋼管管徑插入該接頭時,用專用壓接工具將重疊部份進行壓迫縮徑,最後形成標準六角壓縮縮徑而接合之。此時接頭管徑會有約5%程度的縮徑,而O型環墊圈會有超過20%的壓縮比率,進而O型環完全緊貼與壓縮後的接頭與不鏽鋼管管徑間,形成耐壓、耐漏特性。
不鏽鋼壓接接頭與壓接鉗(壓接工具)示意圖如下:
可以看到壓接接頭本體與不鏽鋼管之間有一個安全O型環墊圈,透過壓接工具(或稱壓接鉗)壓迫不鏽鋼管形成O型環壓縮壓縮、達成止水的效果。
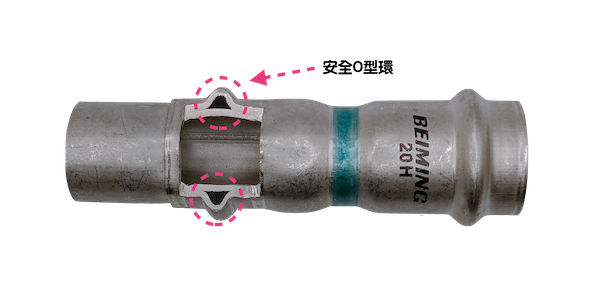
壓接完工之後的完成品剖面圖如下,可以看到『安全O型環』壓縮比例超過20%,密合貼緊在接頭內徑與水管管徑面,可達到良好止水功能。
三、壓接接頭的種類
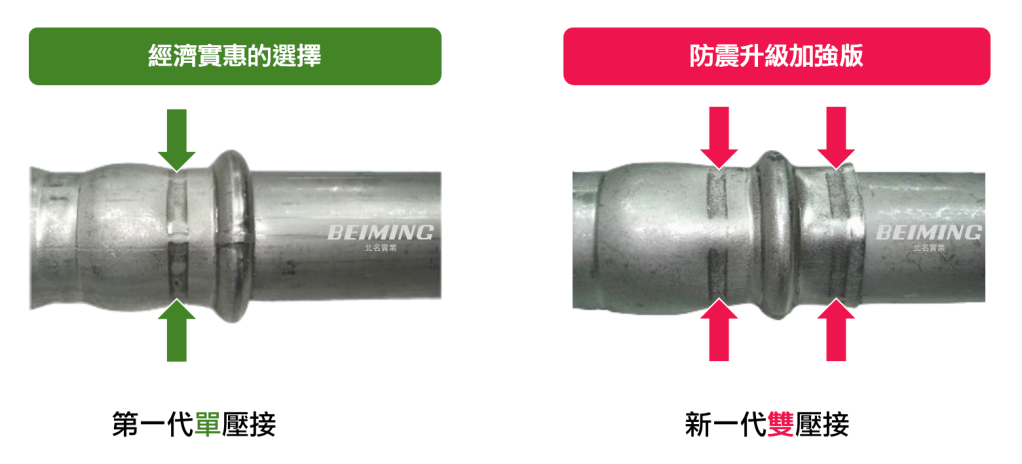
壓接不鏽鋼接頭(或稱不鏽鋼壓著另件、零件)分為『單壓接』與『雙壓接』。
如下圖所示,假設接頭接於不鏽鋼管左邊,單壓接為在止水環左邊『單邊』壓接,會形成單邊的壓接痕跡。雙壓接為在止水環左右『雙邊』壓接,會形成雙邊的壓接痕跡。單壓接價格親民可通用於所有壓接施工環境,雙壓接價格略高,但是可『抗震抗拉扯』,保護再升級。北名公司提供完整單壓與雙壓、各尺寸壓接接頭給客戶選用。
四、壓接接頭的材質、尺寸與壓接前後比較表
材質為SUS-304。
通用尺寸有13SU、20SU、25SU。
大型尺寸有30SU、40SU、50SU、60SU(60SU部分僅單壓接提供)。
| 規格(SU) | 壓接前(mm) | 壓接後(mm) | 誤差值 |
| 13 | 23.00 | 21.00 | ±0.3以內 |
| 20 | 30.10 | 28.50 | ±0.3以內 |
| 25 | 37.20 | 34.50 | ±0.3以內 |
| 30 | 45.00 | 42.10 | ±0.4以內 |
| 40 | 55.79 | 52.30 | ±0.4以內 |
| 50 | 62.99 | 58.10 | ±0.4以內 |
| 60 | 76.40 | 71.20 | ±0.4以內 |
五、在台灣使用的壓接不鏽鋼接頭需符合中華民國CNS規範
在台灣使用的壓接不鏽鋼接頭,當然要符合中華民國的國家CNS規範。他國(包含德國、韓國或日本)的規範與認證,都是作為行業參考。所以這邊說明壓接不鏽鋼接頭需要具備的中華民國國家CNS規範。
1.標準測試
壓接不鏽鋼接頭(或稱另件、零件)主要的目的在完成壓接之後,可以提供透過管徑給水目的。所以符合以下在各種氣壓、水壓下需要的測試。
| 項目 | 對象 | 試驗壓力 | 持續時間 | 合格要求 |
|---|---|---|---|---|
| 氣密試驗 | 接頭本體 | 0.6 MPa {6.1kgf/cm²} 空氣壓力,錶壓力 | 5 sec | 無洩漏 |
| 耐壓測試 | 接頭本身 | 2.5 MPa {25kgf/cm²} 水壓力,錶壓力 | 2 min | 無洩漏、破壞 及其他異常 |
| 負壓試驗 | 將長度500mm以上之鋼管接合於接頭上 | 減壓至5.33k Pa 絕對壓力 {40mmHg 絕對壓力} | 2 min | 無吸入空氣 |
| 水壓試驗 | 將長度500mm以上之鋼管接合於接頭上 | 2.5 Mpa {25kgf/cm²} 水壓力,錶壓力 | 2 min | 無洩漏、脫落 |
2.拉伸測試
在實際施工情況下,因為地震或者是工地灌漿等各種不同情況下的接頭與不鏽鋼管的拉扯。所以壓接不鏽鋼接頭(或稱另件、零件)需要承受一定的拉扯壓力。
| 項目 | 對象 | 試驗壓力 | 持續時間 | 合格要求 |
|---|---|---|---|---|
| 拉伸試驗 | 將鋼管接合在接頭之兩端 | 封入0.2MPa {0.2kgf/cm²} 空氣壓力,錶壓力 | 拉伸至洩漏為止 | 拔出阻力符合下表列拉伸測試 |
以下是各規格拉扯測試的標準規格表。
| 規格 SU | 拉伸負載速率 kN/min {kgf/min} | 拉伸速率 mm/min | 最小需要拔出阻力 kN/{kgf} |
|---|---|---|---|
| 13 | 0.98 {100} | 2 | 0.98 {100} |
| 20 | 0.98 {100} | 2 | 1.86 {190} |
| 25 | 0.98 {100} | 2 | 3.14 {320} |
| 30 | 2.94 {300} | 2 | 4.41 {450} |
| 40 | 2.94 {300} | 2 | 7.06 {720} |
| 50 | 2.94 {300} | 2 | 9.11 {930} |
| 60 | 9.80 {1000} | 2 | 14.11 {1440} |
3.其他特殊測試
壓接不鏽鋼接頭(或稱另件、零件)為了符合其他實際施工情況下的特殊測試。
| 測試項目 | 試件狀態 | 試驗方法 | 合格要求 |
|---|---|---|---|
| 衝擊壓試驗 | 將鋼管接合在接頭上,並加滿水 | 將0 MPA {0 kgf/cm²} 加壓到3.9 MPa {40kgf/cm²} 之衝擊壓,施予1500次循環 | 1.無洩漏 2.接合處之拔出量在1mm以下 3.無其他異常 |
| 震動試驗 | 將鋼管接合在接頭夫入0.6 MPa {6.0 kgf/cm²}空氣壓 | 施以震動角度2度12分,每分鐘100~150次之震動 共20,000次 | 無洩漏 無異常 |
| 伸縮試驗 | 同上 | 拉伸15mm後,予以復原 重複兩次 | 無洩漏 無異常 |
| 扭曲試驗 | 同上 | 將鋼管對接頭左右旋轉90度之後,予以復原 | 無洩漏 無異常 |
(詳細內容可參閱中華民國國家標準CNS14645)
六、O型安全環
安全O型環(或稱墊圈)是壓接不鏽鋼接頭(或稱另件、零件)裡面最重要的組成。O型環可以緊密的連貼在接頭與不鏽鋼管徑之間,藉以達到止水的效果。
1.O型環的材質種類
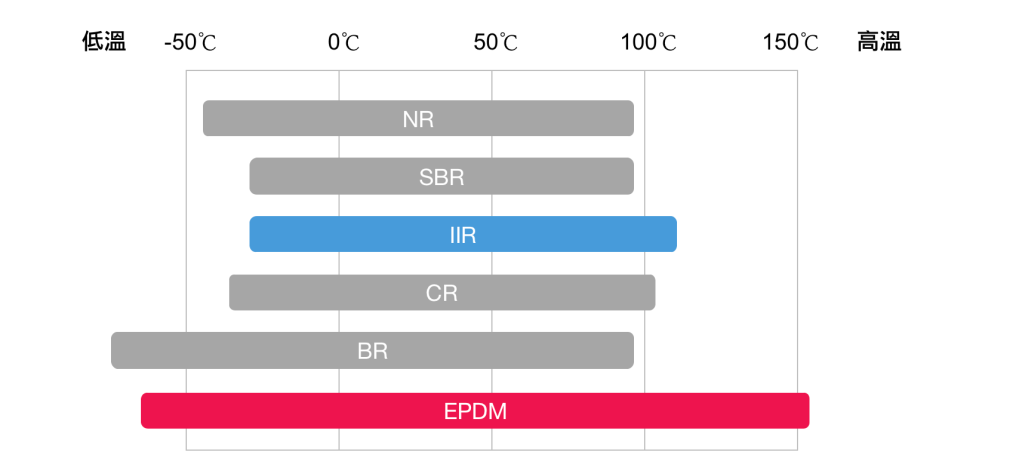
通常安全O型環所使用的塑膠材質有NR、SBR、IIR、CR、BR與EPDM等數種材質。
2.各類材質的耐溫比較表
按照實驗室的測試(如下圖),壓接不鏽鋼接頭(或稱壓接另件、壓接零件)之安全O型環採用EPDM的材質的耐溫表現最好,可以抗接近負50度的低溫、也可以耐接近150度的高溫。但是所有材質皆有可能在長期極限高溫與低溫的情況下,會出現局部龜裂情況,所以只建議使用在自來水與0~70度的正常溫度使用。EPDM的材質可以比其他材質高,但也建議在100度的溫度下使用。
除了EPDM的材質,其他材質例如IIR的材質,因為超過100度接近該材質的臨界值,所以在不鏽鋼接頭預埋在鋼筋混泥土下擠壓,並在熱水給水的情況下,實務上有可能會接近該材質臨界值,造成O型環老化失去止水效果,請務必注意。其他材質在高溫的表現更差,所以,實務上除了小部分廠商使用IIR之外,大部分的壓接接頭生產產商會採用EPDM材質的O型環。
所以壓接不鏽鋼接頭(或稱壓接另件、壓接零件)之安全O型環之塑膠材質,建議採用EPDM。
3.針對現有測試報告
為了符合實際施工的各種特殊情況,O型環有需要經過以下的試驗。
(a) 常態試驗:在常態狀態中,對硬度、抗拉強度、拉伸率、拉應力進行測試。
(b) 老化試驗:在特定持續時間與溫度內進行硬度、抗拉強度變化率與最大拉伸強度變化率測試。
(c) 壓縮永久變形率試驗:在特定持續時間與溫度內,進行最大壓縮永久變形率測試。
(d) 耐油試驗:在特定持續時間與溫度內,放入潤滑油進行硬度、拉伸率與體積變化進行測試。
(e) 低溫彎曲試驗:試驗時間超過5小時,在-30度到-35度C內,取得兩個試驗,不能發生龜裂。
(f) 腐蝕及黏著試驗:試驗時間超過24小時,在70度C的溫度下,對金屬不得有腐蝕及黏著現象發生,但是金屬之變色,不被視為腐蝕。
(詳細內容可參閱中華民國國家標準CNS10489)
所以,經過了以上的介紹,我們可以了解到,壓接不鏽鋼接頭(或稱壓著另件、壓著零件)更可能符合水電施工的高效率、高品質的施工要求,產生的產品需要符合國家CNS標準。
最後,您要選擇的就是,一個可以提供您高品質技術服務的壓接不鏽鋼接頭供應商。
首先氟橡膠密封圈英文為:fluororubber,簡稱FKM,當然有些地方也會稱為FPM,或者是VITON,它又被稱為氟橡膠彈性體,是在主鏈和側鏈碳原子上含有氟原子的高分子聚合物。橡膠分子中含有氟原子,氟原子與碳原子組成的C-F性能很高,同時氟原子有極大的吸附效應,使氟碳分子鏈中的C-C鍵性能增強,且隨其氟化程度的提高而增強,氟原子可以把C-C 主鍵較好的加以屏蔽從而保證了C-C鍵的化學隋性。
氟橡膠密封圈的優點:
1、氟橡膠密封圈耐高溫性能優異
氟橡膠密封圈最突出的特點就是耐高溫的性能極好,在200℃到250℃的工況環境下,可以長期的工作,而且不僅僅局限於此,在300℃的高溫下,也可以短時間的工作。氟橡膠的拉伸強度和硬度和溫度成反比。在150攝氏度以下,隨著溫度的升高強度開始下降,在150-260℃之間,隨著溫度的升高,下降的速度會慢慢的趨於平穩。另一個突出的特點是氟橡膠骨架油封的低溫性能,在零下20℃上下5個溫度的區間內,還可以保持彈性,但是隨著溫度的降低,他的拉伸強度變大,在低溫的情況下會變硬。到達零下30℃的時候,厚度變成1.872毫米,當溫度達到零下45℃的時候,厚度直接變成0.631毫米,到達零下70℃的時候,他的厚度為0.251毫米。
2、氟橡膠密封圈有優秀的耐老化性能
氟橡膠具有非常好的耐老化性能,耐臭氧性能。氟橡膠製成品在自然存放10年後性能仍然令人滿意。
3、氟橡膠具有極佳的化學穩定性
氟橡膠密封圈除具有優異的耐熱性能外,另一個特點是氟橡膠材質具有穩定的化學性能,它對有機液體如燃油、液壓油、潤滑油,對各種稀、濃硝酸、硫酸、和鹽酸以及高濃度過氧化氫等強氧化劑作用的穩定性均優於其他橡膠。它也是目前所有橡膠彈性體中耐各種化學介質性能最優的一種。
4、氟橡膠密封圈具備優良的機械性能
氟橡膠密封圈也是橡膠彈性體中物理機械性能較為出色的材質,在抗撕裂強度和扯斷伸長率方面均具有良好的優勢,通過測試實驗氟橡膠密封圈壓縮變形率很小。

氟橡膠密封圈的缺點:
1、低溫性能差
氟橡膠低溫性能差,這是由於其本身的化學結構所致。
2、耐輻射性能較差
氟橡膠的耐輻射性能是彈性體中比較差的一種。
3、成本比較高氟
橡膠目前成本相較於NBR還是要高不少的。
氟橡膠密封圈的類型有哪些?
氟膠密封圈包含的產品很多,比如:氟膠油封,氟橡膠U型圈,氟膠O型圈,氟膠膠條,氟橡膠密封件,全氟醚密封圈、氟膠V型圈,氟膠Y型圈、氟膠墊等產品

氟橡膠密封圈的應用範圍:
汽車、造船、化學、石油、電訊、儀器、機械、航空、飛彈、火箭、艦艇、等工業領域。
上面通過惠諾給您簡單的介紹了氟橡膠密封圈的耐溫、耐化學腐蝕性、耐老化性能,但是由於目前氟橡膠密封圈成本相較於丁腈橡膠密封圈還是要高,所以我們在選擇合適的密封圈時也需要綜合來考慮,如果密封圈的成本在整個設備中所占的比重不是特別高的話那還是建議選擇氟橡膠密封圈,它的耐溫、耐腐蝕性是一般的橡膠密封圈沒法比的,如果對密封圈材質要求非常非常高而且能夠承受的住高成本的話可以選擇高含氟量密封圈也就是我們俗稱的全氟醚密封圈,簡稱FFKM,這種材質最高耐溫320度,耐1600多種化學介質。介紹到這裡,至於怎麼選擇,您應該知道了吧?
FKM 碳氟化合物
碳氟化合物(FPM,FKM,Viton™)
碳氟化合物是一種眾所周知的高性能橡膠,尤其是對高溫,臭氧,氣候,氧氣,礦物油,燃料油,液壓油,芳香烴以及許多有機溶劑和化學藥品具有出色的抵抗力。
氟含量
一般類型的 Viton™ 氟含量類型(A型,氟含量為66%),中氟含量類型(B-,GBL-TYPE,氟含量為67~68.5%),高氟含量類型(F-,GF-TYPE,氟含量為70%),改善了低溫彈性類型(GLT-,GFLT)及具有出色的耐化學藥品和溶劑的能力類型 - Viton™ ETP Extreme。
我們還可以提供由 AFLAS® 類型製造的耐酸和耐鹼零件。
固化系統
雙酚架橋與過氧架橋
標準的 FKM 化合物為雙酚架橋。過氧架橋的 FKM 化合物比雙酚架橋的具有更好的耐酸性溶液性能。
在某些添加了有機酰胺或胺的潤滑劑中,選擇過氧架橋系統的Viton™將比雙酚架橋系統更好。
其他常見變化
- FKM 也可以提交給 Underwriters Laboratories(UL)批准,以用於 UL157規定的應用中。
- FKM 具有極佳的耐高溫,耐油,耐溶劑,耐燃,耐化學腐蝕和耐候性,通常用於汽車,化學加工,航空航天和許多工業領域。
- Viton™ GLT 廣泛用於 -40℃ 至 +250℃ 的溫度範圍,並且對航空航天業常用的腐蝕性 HTS 型油具有出色的抵抗力。
- Viton™ ETP 通常用於化學工業。
- 在某些添加了甲醇的燃料油中,Viton™ F 型和 B 型會比 A 型更具有抵抗力,尤其是 F 型。如果需要較低的溫度,則可以使用 GFLT 和 GBL 類型的化合物。
- AFLAS®(TFE /丙烯聚合物)比其他類型的氟橡膠具有更好的耐鹼和耐蒸汽性能。它也可以用於胺,酰胺和某些鹼中。
Viton™ 是 Chemours Fluoroelastomer 的註冊商標。AFLAS® 是 AGC Chemicals 的註冊商標.